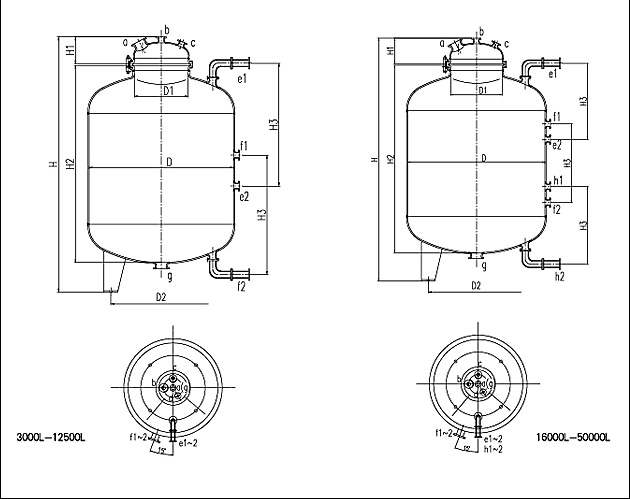
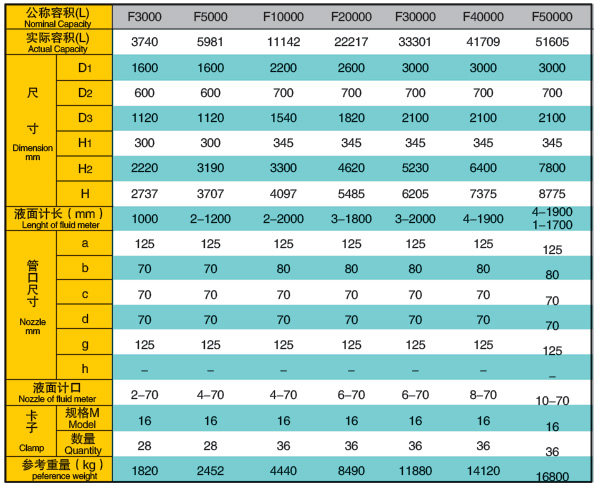
遼寧搪玻璃貯罐(立式)



- 產(chǎn)品名稱: 遼寧搪玻璃貯罐(立式)
- 產(chǎn)品分類: 搪玻璃儲(chǔ)罐
- 公司名稱: 淄博天都化工設(shè)備有限公司
- 添加時(shí)間: 19/09/02
- 分 享:
搪瓷拼裝罐出渣管堵塞問題:在出渣管上裝一個(gè)三通,啟閉用的閘閥和自來水管及閥都裝在直線段,自來水閥與閘閥保持一段距離,三通的垂直段是敞開的。當(dāng)堵塞發(fā)生時(shí),開啟自來水閥。利用自來水的沖擊力。沼渣將從垂直段敞口排出。另一個(gè)方案是:仍在出渣管上裝一個(gè)三通,在直線段裝一個(gè)專用管道疏通器,而在三通的垂直段安裝閘閥,當(dāng)出現(xiàn)堵塞時(shí),搖動(dòng)管道疏通器,使沉積在管內(nèi)的淤泥松動(dòng),打開閘閥,沼渣在罐內(nèi)壓力作用下,從閘閥里流出。
儲(chǔ)罐等適用于多品種:小批量塑料制品的生產(chǎn)。由于滾塑成型用模具不受外力作用,故模具簡單、價(jià)格低廉、制造方便。另外,滾塑設(shè)備也具有較大的機(jī)動(dòng)性,一臺(tái)滾塑機(jī),既可以安裝一只大型模具,亦可安排多只小型棋具;它不僅可以模塑大小不同的制件,而且也可以同時(shí)成型大小及形狀均極不相同的制品,只要滾塑制品采用的原料相同,制品厚度相當(dāng),均可同時(shí)滾塑成型,因此儲(chǔ)罐滾塑成型工藝較之其他成型方法有更大的機(jī)動(dòng)性。

現(xiàn)場維修搪玻璃貯罐(立式)的注意事項(xiàng)
搪玻璃貯罐(立式)在經(jīng)過長時(shí)間的使用后難免會(huì)出現(xiàn)一些損壞、故障等問題,從而這就需要對(duì)其進(jìn)行維修,維修好了就可以繼續(xù)使用,如果損壞嚴(yán)重就需要替換新的設(shè)備。而在現(xiàn)場維修該設(shè)備的時(shí)候,有一些事項(xiàng)需要大家注意。
1、確認(rèn)搪玻璃貯罐(立式)沒有通電,切記通知現(xiàn)場操作人員,有設(shè)備正在進(jìn)行維修,避免因?yàn)橥ㄖ坏轿唬僮魅藛T操作反應(yīng)罐而引起的人員安全事故。
2、修補(bǔ)之前,要有被修補(bǔ)廠家安全部門所開具的各類證明,首先都要以搪瓷修補(bǔ)人員的人身安全來考慮。
3、需要進(jìn)行內(nèi)部操作的,那么在下釜前要確認(rèn)釜內(nèi)沒有有毒材質(zhì)或者氣體存留,為了保證安全,要及時(shí)將放料口打開,保持設(shè)備內(nèi)部通風(fēng),避免因?yàn)樵撉闆r而引起的人員安全事故。
所以大家在現(xiàn)場維修搪玻璃貯罐(立式)之前,一定要做好準(zhǔn)備工作,然后再對(duì)其進(jìn)行維修,并且在維修好設(shè)備之后,進(jìn)行試運(yùn)行測試,確保設(shè)備能正常運(yùn)行后再投入工作使用中。
搪玻璃貯罐(立式)的制作細(xì)節(jié)
1、搪玻璃貯罐(立式)先用胎具將鋼板壓制成符合燒成要求的折流板,其橫截面成類似字母“Ω”形。
2、折流板的寬度H為釜體直徑的1/8~1/6,折流板頂面弧度半徑R為:3δ≤R≤150mm。
3、δ為折流板鋼板厚度,側(cè)面弧度半徑r為6~50mm。
4、然后根據(jù)體積的大小,將折流板制成一層或多層。
5、焊接在釜體內(nèi)壁上,焊縫處處理圓滑過度后,進(jìn)行搪燒組裝成成品,較好地改變了反應(yīng)物料流動(dòng)狀態(tài),提高了反應(yīng)效率。
6、目前,在搪玻璃貯罐(立式)的材料上基本上都會(huì)選用高品質(zhì)的鋼板、焊條、瓷釉,鋼板焊條含碳、硫、磷雜質(zhì)低,鋼板內(nèi)晶格結(jié)構(gòu)緊密并有微量元素以抑制制造過程中吸氫,瓷釉選用耐腐蝕性能好、耐溫差急變性能優(yōu)異、熔點(diǎn)低的瓷釉。
7、搪燒時(shí)采用“低溫長燒”、“搪燒后緩冷”的燒制工藝,一般在搪燒三次后就沒有了氣孔。
8、以后的三到四次搪燒僅僅是瓷層的加厚,瓷層一半以上的厚度是致密不導(dǎo)電的,這樣的瓷層耐腐蝕性能優(yōu)異,腐蝕、摩擦、碰撞后即便瓷層厚度減薄也不會(huì)影響瓷層的性能。
地區(qū)產(chǎn)品: 山東搪玻璃貯罐(立式),江蘇搪玻璃貯罐(立式),廣東搪玻璃貯罐(立式),浙江搪玻璃貯罐(立式),四川搪玻璃貯罐(立式),河北搪玻璃貯罐(立式),河南搪玻璃貯罐(立式),江西搪玻璃貯罐(立式),遼寧搪玻璃貯罐(立式),安徽搪玻璃貯罐(立式)。


